Стальные вертикальные резервуары низкого давления
для нефти и нефтепродуктов
конструкция, проектирование, эксплуатация и ремонт

|
Стальные вертикальные резервуары низкого давления
|
|
|
|
|
Приложение
Наши партнеры |
3.1. СтенкаПредварительный подбор сечений стенки Осесимметричные деформация и усилия в стенке Общий случай деформации стенки
3.1.1. Конструкция стенкиСтенка представляет собой сварную или клёпанную (старые проекты до 50-х годов 20-го века) листовую конструкцию, имеющую форму тонкостенной, цилиндрической оболочки вращения. Стенка состоит из ряда поясов, высота каждого из которых равна ширине листа. Наименьшая толщина листов стенки принимается равной 4 мм. Для удобства заказа стали, изготовления и монтажа все листы стенки и днища типовых резервуаров приняты размерами. 1500 х 6000 мм независимо от толщины. Каждый пояс стенки резервуара состоит по длине из нескольких листов. Вертикальное соединение этих листов производится сваркой в стык, а горизонтальное (кольцевое) соединение смежных поясов — в стык (в современных проектах) или внахлестку (в проектах, разработанных до 70-х годов 20-го века). В последнем случае пояса располагаются телескопически для возможности наложения всех сплошных наружных кольцевых швов в нижнем положении (сверху вниз); при этом внутренние кольцевые швы делаются прерывистыми, толщиной 4 — 6 мм, с длиной шпонки 100 мм и просветом между шпонками 300 мм, поскольку эти швы являются потолочными и нерасчетными (вся нагрузка от покрытия, снега, термоизоляции, веса выше расположенных поясов корпуса и вакуума передается на сплошные наружные швы).
В условиях интенсивной коррозии (например, в резервуарах для сернистой нефти) оба кольцевых шва соединения поясов внахлестку необходимо делать сплошными. Вертикальные стыки листов смежных поясов располагаются в разбежку; расстояние между этими стыками принимается равным половине длины листа (в современных проектах это требование не является обязательным). Поэтому стенка резервуара похожа на круглую стену из крупных блоков, построенную с перевязкой швов. Сказанное относится к резервуарам, монтируемым из отдельных листов. С середины 50-х годов 20-го века по предложению Г. В. Раевского Институтом электросварки имени Е. О. Патона АН Украины было разработано, освоено и внедрено поточное заводское изготовление вертикальных цилиндрических резервуаров с последующим монтажом их стенок и днищ путем разворачивания рулонных заготовок, сваренных на заводах. При этом полотнища днища сворачивают в рулоны того же диаметра, что и стенки резервуара, и обертывают ими центральную стойку, поддерживающую крышу резервуара. Такой метод монтажа РВС получил название индустриального метода Заводское изготовление полотнищ стенки и днища РВС конвейерным способом производится на специальном двухъярусном стенде. Конструкция двухъярусного стенда представлена на рис. 1. Стенд представляет собой металлическую конструкцию с двумя рабочими площадками-ярусами. На первом ярусе производится сборка и сварка полотнища с одной стороны. Листы собирают при помощи электромагнитов. В задней части стенда устроен свободно вращающийся решетчатый барабан диаметром 3300 мм, в передней части — сворачивающее устройство с жестким механическим приводом (рис. 2.) Обработанные листы подаются краном в контейнере к месту сборки на первый ярус. Затем их по одному при помощи электротельферов, оснащенных магнитными захватами, переносят на сборочную площадку. Кромки собранных в секцию листов, соединенные в стык, прижимают при помощи электромагнитов к плоской медной планке и закрепляют прихватками, после чего сваривают автосварочными тракторами TС-17M.
Рис. 1. Двухъярусный стенд для изготовления рулонных конструкций 1 — стеллаж для готового рулона, 2 — сворачивающее устройство; 3 — стеллаж второго яруса; 4- направляющий барабан; 5 — тельфер, 6 — стеллажи первого яруса с электромагнитами; 7 — привод сворачивающего устройства; 8 — площадки; 9 — монорельс тельфера
Сваренные секции полотнища по мере их готовности перемещают на верхний ярус стенда, перекантовывая через направляющий барабан в задней части стенда. На верхнем ярусе все швы сваривают автоматами с обратной стороны и производят контроль качества швов. Здесь же устраняют обнаруженные в швах дефекты. Полотнище сворачивают в рулон в специальном устройстве стенда, которое состоит из двух установленных на фундаменты станин. В станинах закреплены оси планшайб диаметром 3,3 м. По окружности планшайб устроен цевочный венец для зацепления с шестернями привода планшайб. Привод осуществляется от электродвигателя мощностью 7 кВт через редуктор и несколько дополнительных пар шестерен в станинах устройства.
Рис. 2. Сворачивающее устройство стенда
Скорость вращения планшайб выбрана такой, чтобы при сворачивании полотнища двигались со скоростью 2 м/мин. Полотнище наворачивают на решетчатый каркас, в качестве которого применяют шахтные лестницы или центральные стойки, оснащенные кольцами из швеллеров диаметром 2660 мм, соответствующим внутреннему диаметру сворачивания. Торцовые площадки каркаса соединяют с планшайбами при помощи четырех выдвижных штырей с каждой стороны. В конце сворачивания после закрепления конечной кромки рулона под ним при помощи домкратов поднимают выкатные балки. Освобожденные от нагрузки штыри выводят из зацепления с каркасом, и рулон выкатывают на стеллаж.
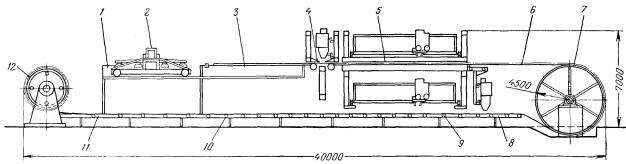
Механизированный стан (рис. 3) для рулонирования полотнищ шириной до 18 м обеспечивает:
Рис. 3. Механизированный стан для изготовления рулонных конструкций. 1— магазин заготовок листов; 2 — самоходная тележка с пневмозахватами; 3 — участок сборки секций; 4 — сварка поперечного шва; 5— сварка продольных швов; 6 — участок внешнего осмотра швов; 7 — задний барабан; 8 — подварка поперечного шва; 9 — подварка продольных швов; 10 — участок контроля и исправления швов; 11— участок грунтовки полотнища; 12— сворачивающее устройство,
На новом стане возможно изготовление полотнищ с толщиной листов до 16 мм. Размеры листов приняты 1500 ? 6000 мм. На стане механизированы процессы подачи листов на участок сборки и их сближение, а также прижатие кромок перед сваркой к медным прокладкам. Высокопроизводительные сварочные аппараты позволяют вести сварку двумя дугами на повышенных (до 60 — 70 м/ч) скоростях, имеют флюсо - и газоотсасывающие системы, устройства для направления электрода по шву и другое оборудование, облегчающее управление процессом и улучшающее условия труда сварщиков. При сворачивании полотнищ в рулоны предусматривается более совершенное закрепление начальной и конечной кромок полотнищ, что значительно сокращает продолжительность этих операций. Освобождение рулона от планшайб сворачивающего устройства происходит полуавтоматически. Освободившийся от закрепления рулон по балкам выкатывается на платформу и доставляется к стеллажам временного хранения. Выпуск конструкций на механизированном стане по сравнению с другими двухъярусными установками значительно увеличивается, а производительность труда рабочих повышается в 2,5 раза. Стенки и днища резервуаров изготовляют из стальных листов толщиной 4 — 16 мм и более, Обычный размер листов 1500 ? 6000 мм. Металлургические заводы поставляют листы с кромками, грубо обрезанными и имеющими плюсовой допуск 10 и 15 мм соответственно на короткую и длинную стороны. При отборе листов проверяют сертификат завода-изготовителя, содержащий указания о марке, химическом составе и механических свойствах стали. На листах, идущих на изготовление резервуарных конструкций, не должно быть расслоений, пленок, трещин, раковин. При необходимости листы подвергают правке на семи- или девятивалковых вальцах. Кромки листов обрабатывают путем обрезки на гильотинных ножницах или строжкой на кромкострогальных станках. Как правило, листы не размечают, а кромки обрабатывают по упорам. Вертикальные соединения листов стенки выполняются двусторонними стыковыми швами с полным проваром. Вертикальные швы соединений на смежных поясах стенки должны быть смещены друг относительно друга на минимальную величину 8d (где d - наибольшая толщина листов стенки) Горизонтальные соединения листов стенки должны выполняться двусторонними стыковыми швами с полным проваром. Для резервуаров полистовой сборки оси поясов стенки в вертикальном сечении должны совмещаться в одну вертикальную линию (см. рис. 4 а), если иное не определено условиями эксплуатации. Для стенок резервуаров, изготовляемых методом рулонирования, общая вертикальная линия может совмещаться с внутренней или внешней поверхностью поясов (рис. 4 б).
Рис. 4. Сопряжение поясов стенки РВС а) при полистовой сборке; б) при применении метода рулонирования.
|
|||
 |
||
| Материалы www.rvsng.tyumendom.ru | ||